Recomendaciones para la instalación de guías de válvulas y asientos de tapas de cilindro
¿Es necesario tomar precauciones para instalar una guía? Respuesta
Detallamos algunas sugerencias para efectuar una buena Instalación:
A) Limpiar a fondo la zona adyacente a la guía antes de intentar la extracción.
B) Evitar cualquier daño en el alojamiento al extraer la guía, para mantener intactas las condiciones originales de contacto guía-tapa de cilindros.
C) El sentido de extracción de la guía, debe ser de la parte superior de la tapa hacia la cámara de combustión (salvo las guías con tope o ranura para seguro de acero). Considerando que las guías están adheridas a su alojamiento (por temperatura y/o enfriamientos absorbidos durante el funcionamiento normal del motor), sugerimos lo siguiente:
- En Tapa de Aluminio: Se debe dar a la tapa una temperatura entre 100ºC y 130ºC. El elevado coeficiente de dilatación del aluminio facilita la extracción de guías. En algunos casos puntuales las guías se deben extraer en sentido inverso.
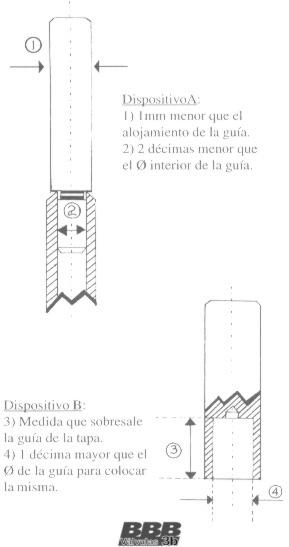
- En tapa de fundición: Perforar la guía 2mm menos que el diámetro del alojamiento, cortar la parte sobresaliente de la misma (en las guías que no tienen tope), utilizar una Prensa Hidráulica con un dispositivo de tipo A)(figura 1), para extraer dicha guía. Las guías con tope o ranura de seguro se deben extraer hacia la parte superior de la tapa con el mismo dispositivo.
D) Instalar la guía utilizando una Prensa Hidráulica con un dispositivo del tipo B) (figura 1), que garantice igual medida de posición a todas las mismas luego de su instalación. Si es posible, enfriar la guía para lograr su contracción (facilita el montaje).
E) Cuando está dañado el alojamiento de la guía alesar el orificio. Instalar en el mismo guías supermedidas adecuadas en su diámetro exterior. No instalar guías con pegamentos en el caso que hubiere Poco Tiraje. Tal pegamento obra como aislante no permitiendo la disipación del calor.
¿Cómo obtener el diámetro interior correcto de la guía y obtener un buen acabado? Respuesta
Aconsejamos realizar las siguientes operaciones:
A) Debemos calibrar el orificio de la guía a la medida correcta, respetando el valor del Huelgo: (luz vástago-guía), establecido en los Manuales Técnicos Originales de Taller, editado por el fabricante del motor.
B) Utilizar calisuares fijos especiales, de acuerdo al diámetro de vástago de la válvula más el valor del huelgo. Estos se fabrican en medida STD. y/o Supermedida de acuerdo al diámetro del vástago.
C) Esta herramienta (calisuar), en lo posible se debe usar en Forma Mecánica tratando de conseguir una perpendicularidad y concentricidad adecuada con el asiento.
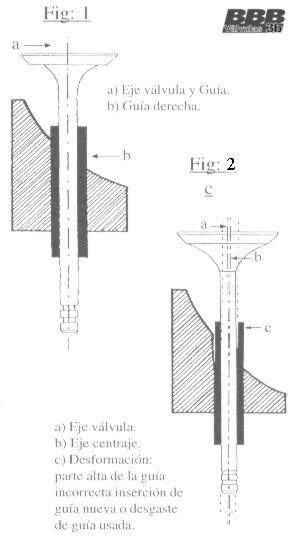
Evitar el uso del calisuar en Forma Manual, pues corremos el riesgo de no respetar la concentricidad del asiento con el eje geométrico de la guía , o provocar el desbocado de la misma (Figura 2: 2c).
D) Una vez terminada la operación del Item C, es importante controlar medida y redondez del orificio de la guía (en tres lugares diferentes) y la rectitud en el largo de la misma (Figura 2: 1a). En el caso que el eje geométrico de la válvula difiera con el de la guía (Figura 2: 2a y 2b), por la torcedura de esta, defecto de la instalación o maquinado, se debe reemplazar esta última. Probablemente la concentricidad y la perpendicularidad del asiento resulte incorrecto y, defectuosa la estanqueidad de Asiento-Válvula, debido a que el maquinado del asiento se rige por el eje geométrico real de la guía (Figura 2: 2b).
¿Cuándo un asiento postizo de tapa de cilindros se considera que esta bien instalado? Respuesta
Cuando tengamos en cuenta los siguientes detalles:
A) Para extraer los asientos que se deben reemplazar, podemos emplear una válvula usada del mismo diámetro de vástago y menor cabeza, se suelda ésta al casquillo con 3 puntos de soldadura eléctrica y se presiona dicho vástago con la Prensa Hidráulica hacia la cámara de compresión.
B) Verificar el estado de erosión de los alojamientos de asientos (especialmente en su base) sobre todo el de escape. Si es necesario, mecanizar el alojamiento.
Evitar alta rugosidad en las paredes y base de contacto.
C) Verificar las medidas con instrumentos de medición para asegurar una correcta interferencia entre asiento y cavidad. Ante la falta de tiraje, no pegar el casquillo con adhesivo, este provoca Aislación para la disipación del calor.
D) De ser posible se sugiere enfriar el casquillo con Nitrógeno Líquido para realizar un buen montaje.
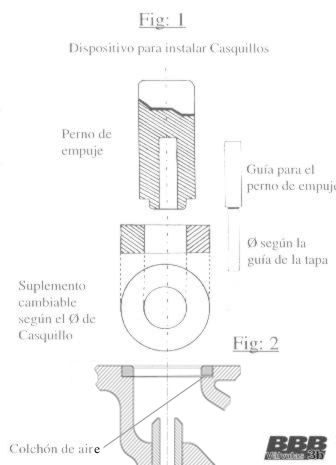
Aconsejamos utilizar un dispositivo para instalar el casquillo (Figura 3: 1), y evitar arrastres de viruta y/o falta de perpendicularidad con el eje geométrico de la guía.
Evitar bolsas de aire entre el casquillo y base del alojamiento (Figura 3: 2), ya que originan acumulación de calor en la cabeza de la válvula por incorrecta disipación del mismo.
¿Qué precauciones adoptar para un buen mecanizado de asiento de tapa de cilindros? Respuesta
A continuación enumeramos algunos detalles a tener en cuenta para lograr un correcto cierre entre válvula y asiento:
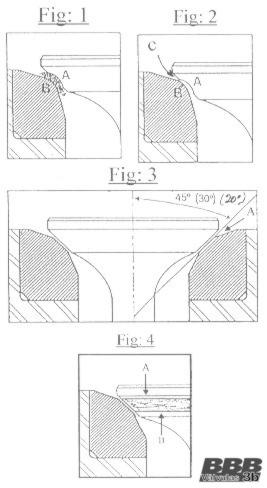
A) El esmerilado o lapeado provoca la destrucción del estado de la superficie, el tratamiento de la misma y las formas geométricas de la válvula y del asiento (Figura 4: 1a y 1b). Si observamos la (Figura 4: 2a y 2b), vemos que una vez efectuado el esmerilado, el cierre solo se produce en C. La estanqueidad existirá pero podemos determinar que será defectuosa la superficie de contacto y no bastará para asegurar una buena conducción de calor entre la válvula, el asiento y la culata. Por lo tanto el rendimiento del motor en gran manera depende de la precisión del mecanizado de la tapa.
B) El ángulo de inclinación de asiento de válvula y su similar de la tapa, que algunos fabricantes de motores informaban en sus Tablas de Datos Técnicos, debe ser realizado a través de un mecanizado en su superficie de apoyo con una diferencia de inclinación de hasta 0º 30` entre sí; para lograr un buen hermanado durante el asentamiento del motor.-
En la actualidad, con herramientas de mecanizado y acabado de los tres ángulos del asiento realizados en una sola operación, el cono de 20º o 45º del mismo y se la válvula quedan perfectos, manera que la estanqueidad es siempre buena y mejora aún más cuando el asiento resulta recalcado en le período de asentamiento (Figura 4: a).
C) Como bien sabemos, la calidad de la superficie de contacto de los asientos (válvula y tapa de cilindros), aseguran que el calor que recibe la cabeza de la válvula se disipe a través del casquillo de la tapa de cilindros. Como todo calor tiende a evadirse por las puntas, es conveniente mantener el espesor de margen de cabeza de acuerdo a especificaciones de Manual Técnico de Mantenimiento del Fabricante del motor y, que el contacto mencionado se efectúe más cerca del borde de cabeza (Figura 4: 4a). Es muy importante dejar una zona sin contactar en la parte inferior del asiento de la válvula (Figura 4: 4b); esto contribuye a disminuir la cantidad de partículas de resto de combustión, que se depositan entre asiento y válvula y al ser atrapadas por los mismos durante el funcionamiento, originan el picado (de asiento) en la zona de contacto de ambos.
¿Qué ocurre con la válvula cuando la concentricidad y perpendicularidad de asiento-guía están fuera de tolerancia? Respuesta
Puede haber una falla prematura si no realizamos los siguientes controles antes de montar la válvula:
A) Asegurarse que exista una concentricidad correcta de asiento con el eje de la guía, utilizando un dispositivo comparador.-
La concentricidad defectuosa o fuera de tolerancia, origina la quebradura de válvula en el radio de empalme bajo cabeza, denominada Rotura por Fatiga de Material (Figura 5)
B) Una vez mecanizado los elementos de la tapa de cilindros, en los motores que corresponda (nafteros de elevada relación de compresión o diesel), verifique la altura de la cabeza de la válvula con respecto al plano de la tapa, de acuerdo a especificaciones del Fabricante del Motor.
El espacio nocivo en la cámara de combustión es muy limitado, por lo tanto cualquier error de cálculo origina colisiones entre pistón-cabeza de válvula.
C) Controlar la estanqueidad entre válvulas y asiento utilizando el método de comprobación por vacuómetro o azulado.
Recordemos que el proceso de asentamiento por Esmerilado o Lapeado, si bien elimina las imperfecciones del maquinado, disminuye la vida útil de las válvulas. En lo posible trate de evitarlo o reducirlo.
D) Tener presente que para identificar la ubicación final de la válvula en la tapa de cilindros, no debe marcarla con puntos o números estampados por golpes de impacto, porque son marcas que originan alta concentración de tensiones y pueden desencadenar fisuras, debido a los cambios de temperatura dentro de la cámara de combustión. A su vez estos golpes pueden torcer la cabeza de las válvulas dificultando el cierre de las mismas. Como alternativa se Debe Marcar con Pintura o Lápiz Eléctrico.
¿Por qué la recuperación de la válvula no es aconsejable? Respuesta
A continuación enumeramos algunas de las causas por las cuales conviene reemplazar las válvulas usadas por otras nuevas:(Figura 6)
A) El rectificado de la válvula, reduce el espesor de margen de cabeza. Este espesor queda fuera de la tolerancia mínima según las especificaciones de planos del Fabricante del Motor.
B) Normalmente en los Talleres de Rectificación, no se controla la concentricidad de asiento logrado, ya que suponen tener esto bajo control después del Esmerilado y posterior azulado.
C) No se debe transformar el asiento original de una válvula de 45º en 30º o de 30º en 20º, etc..(ver foto) , se cortarían fibras de forja en forma aleatoria.
Además, si la válvula posee Stellite en el asiento, se elimina la mayor parte del mismo, no cumpliendo su función.
D) De la misma manera, el extremo de apoyo vástago-balancín, por su desgaste muchas veces se rectifica. Como existen diseños que poseen Stellite en el extremo, plaquita soldada o temple en la punta, esto puede traer aparejado:
* Pérdida de capa endurecida por temple o Stellite.-
* Falta de perpendicularidad de la punta del vástago.-
* Incorrecta rugosidad del extremo Vástago apoyo Balancín.-
E) Los reconstructores de motores generalmente pueden recuperar por rectificado, la punta de la válvula y su asiento; pero existen otras zonas, por ej. vástago, ranura de traba, etc., que están gastadas por fricción durante el funcionamiento (el primero con la guía, la segunda con la chaveta) habiendo perdido material y/o cambiando su estructura.
F) De esta manera, ante las evidencias mencionadas, existen la posibilidad de fallas por debilitamiento estructural, alabeo, mal asentamiento, distorsión, soplado, quemado, que son posibles deterioros de la válvula en sí, sumado al desgaste normal del vástago.


















{kind=link}